Office Mob: +8615524105871
Office Tel: +86-024-31931990
Office Fax: +86-024-22845391
E-mail: info@eoexport.com
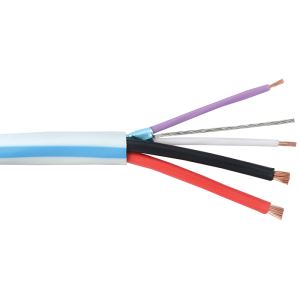
Large section of the three-core or four-core low-voltage power cable, conductive core generally using fan-shaped structure, which can greatly reduce the diameter of the cable, saving cable protection materials, so that the cost of 15%~20%, thus having better economic benefits. My company in the past in the fan-shaped insulation cable, sometimes the core will turn over, this not only can not reduce the cable core diameter, reduce the cost of the design purposes, and will seriously damage the cable, affecting the appearance of the cable L in order to prevent the core to roll over, the need for frequent pre-twisting core, not only seriously affected the productivity, but also to the pre torsion equipment damage.
In order to solve this problem, the principle of repeated demonstration and practical tests, we found that the following set of simple fan-shaped rolling wheel device, can completely eliminate the fan-core cable to roll over the problem. 1.
Programme measures In each sector of the core into the stranding of the first segment, each installation of a fan-shaped roller wheel, so that the cable hinge front of the fan core and the cage core of the relative angle of the fixed, this type of fan roller, can be applied to all fan-shaped or semicircular core, and it will not damage the core insulation.
The specific dimensions of the figure are determined by the selected bearing OD. 2.
Principle explanation To ensure that the fan-core cable-stranded after the round, in each of the cable pitch, the core must have some bending, but also should be reversed a week. Once the core is turned improperly, it will turn over.
The fan-shaped rolling wheel is used to control the relative angle between the core and the axis of the stranded cage at each fan-shaped line. Can make each fan-shaped core in the process of forming a uniform twist, and ensure that each cable in the pitch of the core has a week of torsional deformation, so that fan-core cable movement conforms to the law. The author also found that the principle of wire-shaped cable and armored cable steel band wrapping is the same. We can think of the arc surface of the fan core as an arc steel strip, while the other parts of the circle can be used as the core of the curved steel belt to wrap around.
This comparison can make everyone from the steel belt pulley 4.
Water cooling of Casting machine Cooling water is used to cool crystalline wheels and steel strips. The nozzle of cooling water is specially designed and manufactured. The cooling water of the steel strip sprayed by the nozzle should be in a bowl shape, so that the steel strip should be cooled evenly. Cooling the cooling water of the crystallization wheel should be fan-shaped when ejecting from the nozzle.
The cooling water mainly cools the four weeks of the section of the crystallization wheel, which determines the cooling direction of the casting billet and the formation direction of the columnar crystals inside the billet. Cooling water has a total of 8 areas, that is, steel belt 1 zone, steel Belt 2 area I crystallization wheel l medical, crystallization Round 2 medical, crystallization wheel two side cooling zone; pressure wheel cooling medicine, mold release cooler zone. The important cooling zone is the steel strip L zone, the crystallization wheel L medical and the pressure wheel place cold go area, these three cooling zones determine the quality of the casting billet the remaining cooling zone is the rolling temperature, the temperature of the crystallization wheel and the temperature of the steel strip. Under normal conditions, the cooling water pressure in the steel strip L zone and the crystalline wheel I zone is controlled at 0. Around 1MPa, other areas are controlled at 0. 2MPa or so, can be adjusted according to the actual production situation.
Role, to understand the possibility and important role of assembling fan-shaped rolling wheel. 3.
Run operation (1) fan-shaped rolling wheel angle adjustment 3 on the rolling wheel composed of 8 fan, I if all to the axis of the cage translation, the combination should be close to a circle. When the cable is stranded, the fan-shaped core is in the right position in the fan-shaped rolling wheel, which is not subjected to large extrusion.
The fan-shaped rolling wheel device should be adjustable.
(2) Pre-twist adjustment to make the fan-shaped rollers before and after the fan core in the natural position, do not have a large torque.
(3) Normal operation operation in the normal production of cable in the process of using a fan-shaped rolling wheel, can not be in the reel Fan-shaped core angle of the shadow, not subject to the length of the commandant-shaped line, it does not use the pre-torsional device and the Juhu-shaped rolling wheel angle can be eliminated.
The easiest way to adjust the whole process is to have the first orange open dysentery shape rolling wheel, using the pre-twisting device to produce, after the opening (only production 2~3 length of pitch) and press (1) and (2) the method respectively adjust, and fixed fan-shaped rolling wheel angle and adjust the pre-twist, then the normal high-speed cable production can be started. 4.
Conclusion (1) The method of eliminating the fan-shaped cable to roll over is feasible in this paper.
This has been the actual production of our company has been fully demonstrated.
(2) This method provides a reliable guarantee to meet the requirements of fan-shaped core cable forming process design, which can lighten the labor intensity of the operator and increase labor productivity.
(3) The method is simple, easy to implement, easy to operate and has good effect. (4) This method is also suitable for forming a cable in a semicircle line core. This method can also be emulated for twisted-shaped wires. Under special circumstances, the water pressure of the crystalline wheel 1 and the crystalline wheel 2 can be equal, about 0.1 MPa. The control of flow and pressure of cooling water will directly affect the service life of the crystal Wheel and steel belt and the quality of the billet, the cooling water will burn out the mould cavity of the crystalline wheel and deform the steel belt.
Office Mob: +8615524105871
Office Tel: +86-024-31931990
Office Fax: +86-024-22845391
E-mail: info@eoexport.com