Office Mob: +8615524105871
Office Tel: +86-024-31931990
Office Fax: +86-024-22845391
E-mail: info@eoexport.com
Cross-linked polyethylene insulated cable has good mechanical performance, convenient installation and maintenance, excellent insulation performance, transmission capacity than the same section of oil-paper insulated cable, simple production process, conducive to large-scale production, can transmit power to the area where the overhead line can not reach Such advantages, so increasingly widely used in power systems, constitute an important part of the transmission and distribution network.
Cross-linked polyethylene insulated cables can be selected according to engineering conditions, environmental characteristics, cable types and quantities, combined with reliable, easy-to-maintain requirements and technical and economical principles, such as direct laying, pipe laying, Shallow trenches, trenches, tunnels, etc. The use of buried power cables to achieve the transmission and connection of electrical energy between two or more electrical devices can save space line corridors and reduce valuable land resource consumption. The selection of quality qualified cables and accessories, installation and installation in accordance with the requirements of the standard specifications, and strict guarantee of construction quality are prerequisites and guarantees for safe and reliable operation of cable lines.
Analysis of Cable Internal Water Intake 1.1 Analysis of Water Inflow Due to the fact that the complete new cable adopts multiple waterproof and water blocking designs on the internal structure and materials, there is no phenomenon of internal water ingression under the condition that both ends are sealed intact. In view of the reason of 35 kV cable internal water influx, this article analyzes in-depth analysis of cable manufacturing, transportation, installation and installation.
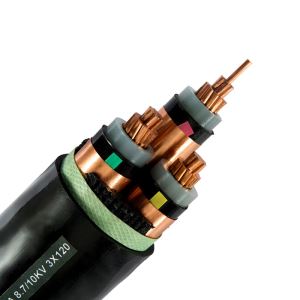
(1) Water in the production process of cross-linked cables. The main production process of the cable supplier is: Firstly, a single compact conductor core is formed by drawing and stranding; then, the conductor semi-conductive shield, XLPE insulation and insulated semi-conductive shield are simultaneously extruded on the outside; The protective tape and the metal shielding layer; the three cable cores are combined and filled with filler; the outer sheath of the three-core cable is sheathed with armoured steel tape, and finally the outer sheath of PVC is extruded. Manufacturers in order to control the quality of cable production, in the production process to take many measures to prevent moisture penetration into the cable, such as through advanced production equipment to achieve semi-conductive conductor shield, insulation, insulation semi-conductive shield three-layer co-extruded; cross-linked polyethylene insulation using dry The cross-linking method is cross-linked. If you strictly abide by the entire production process, with the current advanced technical means and production equipment in the manufacture of cross-linked cable is not the problem of internal water in the cable.
(2) Water intake during transportation and construction. There are three possible situations in which water enters the interior of the cable: one is that the outer jacket layer of the cable is broken during transport and installation work, and rain or flooding is encountered to allow water to enter the outer jacket of the cable; and secondly, the cable is accidentally caused during construction. Broken head into the water. The third is that during the rain during installation and construction, the construction workers forget to enclose the sawed cable ports, causing rainwater to enter the cable.
1.2 Impact Analysis of Influent Water In the first case, water enters the inside of the cable through the crack of the outer sheath, and the steel strip of the armored layer will quickly rust, and then the moisture penetrates into the filler to make it absorb moisture. This is only true Interphase insulation of the cable has an effect, while it has little effect on single-phase insulation. In the second and third cases, water can enter the conductor directly. If you cut the cable conductor core and observe its cross-section, you will find that there is clear water outflow in the multi-strand core. If the influent water is not cleaned in time, after the cable is energized, the main insulation can generate water twigs near the conductor core side, and then lead the power generation branches, and finally lead to the main insulation breakdown. Because the severity of the internal water in the cross-linked cable is serious, so long as it is found that the cross-linked cable enters the water, the installation and installation should be stopped immediately. The reason for the inflow should be analyzed in detail, and the damaged part of the cable should be found as soon as possible, and appropriate measures should be taken to deal with it promptly.
2 Influent treatment methods
2.1 Treatment of moisture in the filling layer For the water entering the depth of the filling layer only, since it is absorbed in the filling material after entering, visually observing that there is no clear water, it is necessary to make it fully dry. There are two possible engineering solutions: 1) Both ends of the cable are sawed, well ventilated, and exposed to strong sunlight. Because the moisture does not go deep (30~50m). After drying for a period of time, the cable inlet end is sawed off 3 to 5 m. If it is found that the filler has been fully dried, the dehydration process is completed. 2) A special air blow nozzle is made at the inlet end, dry nitrogen is injected, and the injection gas pressure is maintained at about 0.12 MPa. At the inlet end, use a micro water tester to measure the moisture content in the air and record the values. Monitored every 6 h for a total of 48 h. Then measure the moisture content of an unfilled cable and compare the two water content values until the two are close enough to conclude that the cable conductor core is dehydrated. It should be noted that during the drying process of nitrogen blowing, the test paper must be used to check the moisture of the cable outlet port.
2.2 Conduction of moisture in the conductor First saw both ends of the cable. Place the cable at a height of 30 m from the water inlet to a height of 2 m so that the inlet port faces downwards. Inject nitrogen gas at the other end so that the conductor contains water. Natural outflow. If the cable has been buried in the ground and the outflow of water is not smooth, a small vacuum pump can be used to pump water at the inlet end, and the other end is opened. The water is separated by the cable conductor core at the inlet end, and is insulated from the single-phase core. A plastic tube with a similar outer diameter (a 30 cm long transparent tube) is sheathed in one phase, sealed after heating, and the other end is connected to a vacuum pump to pump water. The reason for using a plastic pipe is that it is convenient for connecting the pump port, and it is also convenient for monitoring the pumping process. It can also temporarily store a certain amount of water. The vacuum pump is started so that the pressure gradually reaches 1 atm or more. During the pressurization process, moisture in the conductor is sucked out and gradually ice blocks are formed in the plastic tube. After 7 to 8 h, 500 mL of water can be withdrawn. In the pumping process, three-phase extraction must be performed successively. After each phase is pumped for 20 to 30 minutes, commutation is performed to facilitate condensation of water vapor toward the outside. Because the water in the conductor does not flow out after freezing, the main insulation of the cable must be prevented from deformation during the entire pumping process. After the pumping, the cable was placed in a ventilated place for three days. Then the 5 m long cable was cut off, and the conductor was dried with a dry test paper. If it was dry, the cable was electrically tested. . During the entire process, both ends of the cable must be sealed at night and in the rain. There is a view that the phase insulation between cables is still good, as long as the insulation layer is not broken, does not affect the operation, but the conductor is easy to oxidize, rust, and the current capacity decreases; also due to electricity, the water is gasified, the internal pressure rises, the cable is Extrusion deformation, or even rupture. What is more serious is the generation of water-tree-shaped discharges. Therefore, it must be fully handled before it can be charged.
3 Conclusions The engineering treatment methods and recommendations for the internal water in the cross-linked cable are as follows: 1) The supplier shall be required to make waterproof treatment after the cable production is completed, and the cable thermal head shall be fully sealed. 2) When laying cables across roads, avoid direct culverts. It is recommended to open roads for laying. 3) The cable traction head should adopt the seal structure, which can make the cable end force even and avoid the problem that the heat shrinkage head is damaged or fall off; use the cable laying frame to lift the cable and avoid the cable dragging directly on the ground. . 4) In the process of extracting moisture from the conductor, the three-phase conductor cores are to be rotated in turn, with a spacing of half an hour.
Office Mob: +8615524105871
Office Tel: +86-024-31931990
Office Fax: +86-024-22845391
E-mail: info@eoexport.com