Office Mob: +8615524105871
Office Tel: +86-024-31931990
Office Fax: +86-024-22845391
E-mail: info@eoexport.com
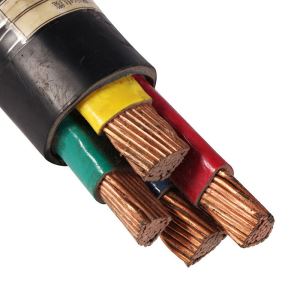
Ceramic silicone rubber cable insulation and sheath using a new material, "ceramic silicone Rubber", this material is a new type of polymer composites. In the case of 750℃x90min flame ablation, not only will not be burned powdery ashes, but also can form a hard ceramic shell, playing insulation and fire-proof. And the higher the temperature, the longer the burn time, the harder the shell is. The material is used as a fireproof layer of cable, and can withstand certain spraying and shock effects. And with excellent electrical performance, good mechanical properties, according to the special process properties of this material, we in the silicone rubber extruder trial. In the process of trial and error, we found that the tensile strength and elongation at break have always failed.
Therefore, in the trial-production we have a number of key operations to adjust, after repeated debugging and testing, and finally succeeded.
Ceramic silicone rubber cable insulation and sheath extrusion process to pay attention to the following points: 1, extrusion die extrusion cable its appearance of good quality, smooth surface, round the whole.
According to the properties of ceramic silicone rubber materials, after repeated tests, the final decision to adopt extrusion die production, the length of the molding section is less than ordinary rubber, the length of the proposed setting section, the length of small section of the Wire shape section 1.5-3mm, the length of large-section cable shape section 2-5mm. 2, mold polishing, in order to improve the quality of cable extrusion appearance, ceramic silicone rubber die before extrusion must be polished.
After polishing, if the extrusion surface roughness, adjust the distance between the extrusion die and die core, at the same time, the extrusion of the rubber material should be slightly larger than the diameter of the finished product line, the mold sleeve to more than ordinary silicone rubber wire and cable slightly smaller, and ultimately the actual production of on-site commissioning.
3, extrusion to take cold extrusion, extruder screw, nose, fuselage temperature to use less than 30 ℃, the maximum must not exceed 50 ℃, cooling water temperature lower the better; the fuselage temperature too high rubber material easily from sulfur, plug nose. 4, the electric heating drying road or oven in accordance with the first temperature: 160~180℃, the second temperature 165~185℃, the third temperature 170~175℃, the fourth temperature 175~180℃, the last section 200~230℃ temperature setting, heating,
Can also be based on different types of equipment and different structure of the cable set the curing temperature of each section, the principle is that the product section has no micro-holes, wire and cable longitudinal no bubbles produced, if there is a bubble, first of all, the first to second section of the temperature reduction 5~10℃, paragraph by section will reduce the temperature 5~10℃ until no bubbles are produced. 5, the production speed is the comparison key parameter, the direct influence vulcanization degree, according to the vulcanization curve data after the repeated verification, the determination is suitable for the 10m/min, the extrusion starts must first slow, then slowly speeds up. Can ensure the physical mechanical properties qualified.
Office Mob: +8615524105871
Office Tel: +86-024-31931990
Office Fax: +86-024-22845391
E-mail: info@eoexport.com